企业名称:深圳市保罗自动化工业装备有限公司
联系人:庾先生
电话:0755 - 2975 7417
0755-27094669
手机:18923726496
13686492834
邮箱:yuxiaolin_1979@163.com
传真:0755 - 2709 5590
网址:www.szbaoluo.com
地址:广东省深圳市宝安区沙井街道新二社区红巷工业路88号
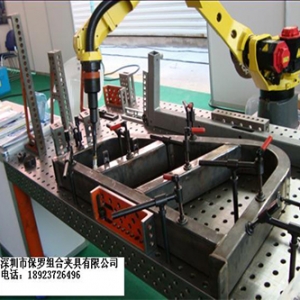
目前,国内各大摩托车生产企业都在上自动化生产线,如何更好的实现摩托车车架焊接生产自动化,自动化生产线能否正常运转,除工艺流程是否合理、零件精度是否满足要求外,焊接工装夹具设计的合理性最为重要。
一、机器人焊接工装夹具的设计要求
⑴机器人焊接工装夹具应动作迅速、操作方便,操作位置应处在工人容易接近、最易操作的部位。当夹具处于夹紧状态时,应能自锁。
⑵机器人焊接工装夹具应有足够的装配、焊接空间,所有的定位元件和夹紧机构应与焊道保持适当的距离。
⑶机器人焊接工装夹具夹紧可靠,刚性适当。夹紧时不破坏焊接的定位位置和几何形状,夹紧后既不 使焊件松动滑移,又不使焊件的拘束度过大而生产较大的应力。
⑷机器人焊接工装夹具夹紧时不应破坏焊件的表面质量,夹紧薄件时,应限制夹紧力,或者采取压头行程限位、加大压头接触面积、加添铜、铝衬套等措施。
⑸机器人焊接工装夹具的施力点应位于焊件的支承处或者布置在靠近支承的地方,要防止支承反力与夹紧力、支承反力与重力形成力偶。
⑹为了便于控制,在同一个夹具上,定位器和夹紧机构的结构形式不宜过多,并且尽量只选用一种动力源。
⑺工装夹具本身应具有较好的制造工艺性和较高的机械效率。

二、焊接工装夹具设计方案的确定
确定工装夹具方案时,夹具的合理性和经济性是主要考虑的因素。当车架的焊接方法及工艺确定后,所选夹具结构,首先要能保证焊接工艺的实施。同时,车架的结构尺寸以及组成车架零件的制作工艺和制造精度,则是确定夹具定位方法、定位基准和夹紧机构方案的重要依据。除此之外,还应考虑经济上的因素,使夹具的制造、使用费用最底而取得的经济效益最大。由于上述各因素都不是孤立存在的,它们之间往往有联系又有制约,所以在确定夹具方案时要对上述各因素进行综合分析,只有通盘考虑,才能制定出最佳的设计方案。具体确定设计方案时,应联系以下几个方面进行考虑:
⑴车架的形状和尺寸是确定夹具设计方案、夹紧机构类型和结构形式的主要依据,并且直接影响其几何尺寸的大小;制造精度是选择定位器结构形式和定位器配置方案以及确定定位器本身制造精度和安装精度的主要依据。
⑵装焊工艺对夹具的要求。夹紧除定位、夹紧可靠外,还应便于装配和卸件。 ⑶车架的班产量。我们在设计机器人焊接工装夹具时必须使夹具的结构方案与车架的产量相匹配。
三、车架在夹具中的定位以及定位器与夹具体
⑴车架在夹具中的定位
6点定位原则是指限制6个方向运动的自由度,在设计车身焊装夹具时,常有两种误解,一是认为6点定位则对薄板焊装夹具不适用;二是看到薄板焊装夹具上有超定位现象,产生这种误解的原因是把限制6个方向运动的自由度理解为限制6个方向的自由度,焊接夹具设计的宗旨是限制6个方向运动的自由度,这种限制不仅依靠夹具的定位夹紧装置,而且依靠制件之间的相互制约关系。只有正确认识了薄板冲压件焊装生产的特点,同时又正确理解了6点定则,才能正确应用这个原则。从定位原则看,支承对薄板来说是必不可少的,可消除由于工件受夹紧力作用而引起的变形。超定位使接触点不稳定,产生装配位置上的干涉,但在调整夹具时只要认真修磨支承面,其超定位引起的不良后果是可以控制在允许范围内的。
扫扫二维码